
金刚石砂轮如何修整?
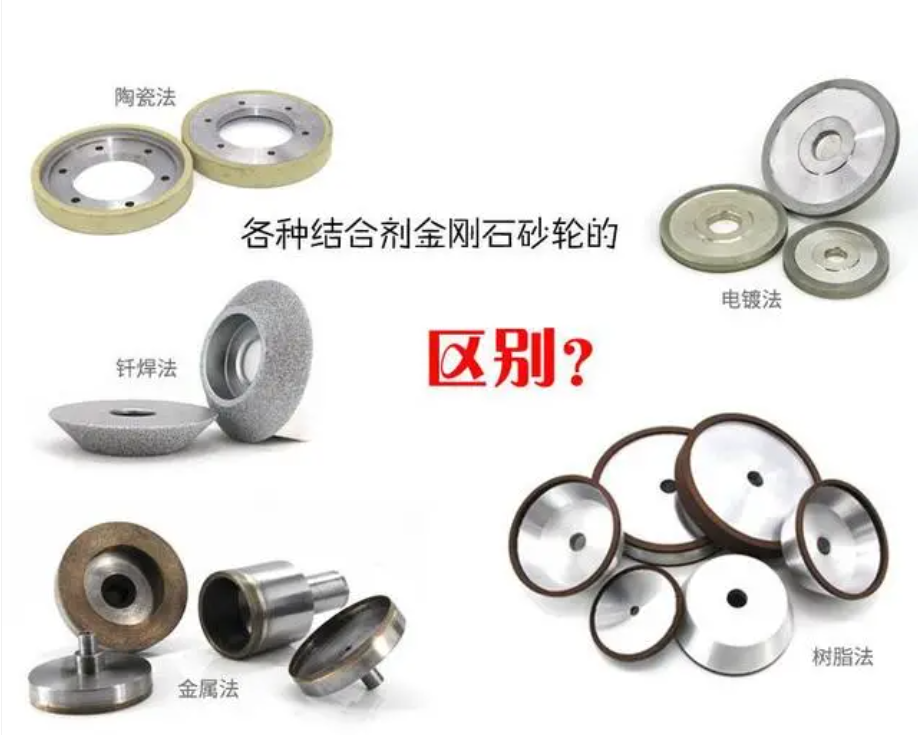
金刚石砂轮分为电镀金刚石砂轮、陶瓷金刚石砂轮、树脂金刚石砂轮和烧结金刚石砂轮等。电镀金刚石砂轮是在钢制基体上均匀敷一层金刚石磨粒,经电镀加工后,一般不需要修整。陶瓷金刚石砂轮的结合剂性脆,且砂轮中存有间隙,故修整方法与普通砂轮相似。树脂金刚石砂轮与烧结金刚石砂轮的结构相似,结合剂质地致密,所以,修整过程与普通砂轮不同,必须将修整分为两个工序: 整形和修锐。
 各类结合剂金刚石砂轮区别
各类结合剂金刚石砂轮区别
整形是确立砂轮的同轴度和几何形状,以达到砂轮要求的几何形状精度。整形后,不能正常磨削,必须经修锐,即清理砂轮磨粒间的结合剂,提高砂轮磨削金属的去除率,以达到砂轮的磨削能力。
下面介绍几种简单易行的修整金刚石砂轮的方法,目前应用较为广泛的修整工具为金刚石滚轮,滚轮可修整复杂金刚石砂轮外形,一次成型效率高,同时精度有保证。
1、磨削油石法修整树脂结合剂金刚石砂轮
磨削油石法是一种很简单的金刚石砂轮修整方法,试验表明,采用不同粒度的碳化硅油石均可对金刚石砂轮进行修整,磨粒的突出量约为0.01-0.o2mm。粒度改变时,对修整效果影响不大。另外,用这种方法修整金刚石砂轮时,加大切深并不会取得好的修整效果,相反,会导致磨削力增大,引起磨粒破碎,使金刚石砂轮表面母线不平直。磨削油石法的缺点是不能使金刚石砂轮形成足够的容屑空间,从而不能满足大切削用量的要求。

2、WA磨削法修整树脂结合剂金刚石砂轮
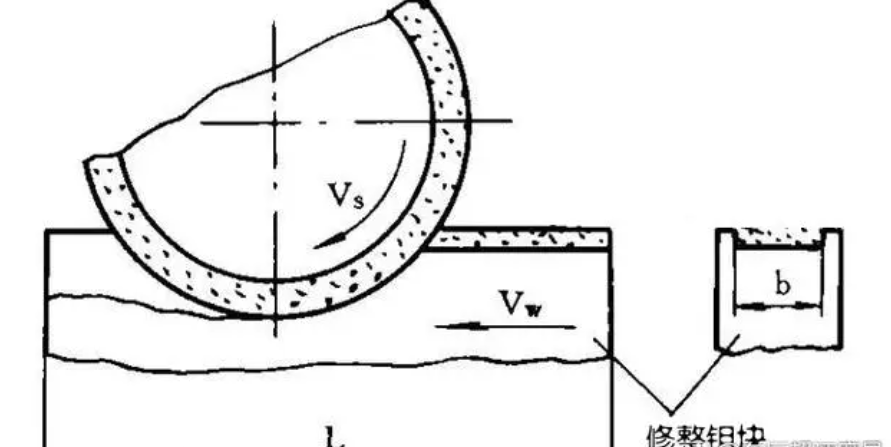
对磨法对于树脂结合剂金刚石砂轮的修整是十分有效的,这种方法在外圆磨床上是很容易实现的,而在平面磨床上要另装动力头以驱动刚玉砂轮比较麻烦。修整金刚石砂轮分为两个工序,第一个工序是采用整形轮对金刚石砂轮整形。 第二个工序是采用修锐轮对金刚石砂轮修锐。通常采用砂轮表面复映粗糙度R来评价修整效果。影响R的因素有:修锐轮磨料、粒度,修锐参数 (VrVf),修锐时间t以及磨削液等。
3、修整块辅助式修整树脂结合剂金刚石砂轮
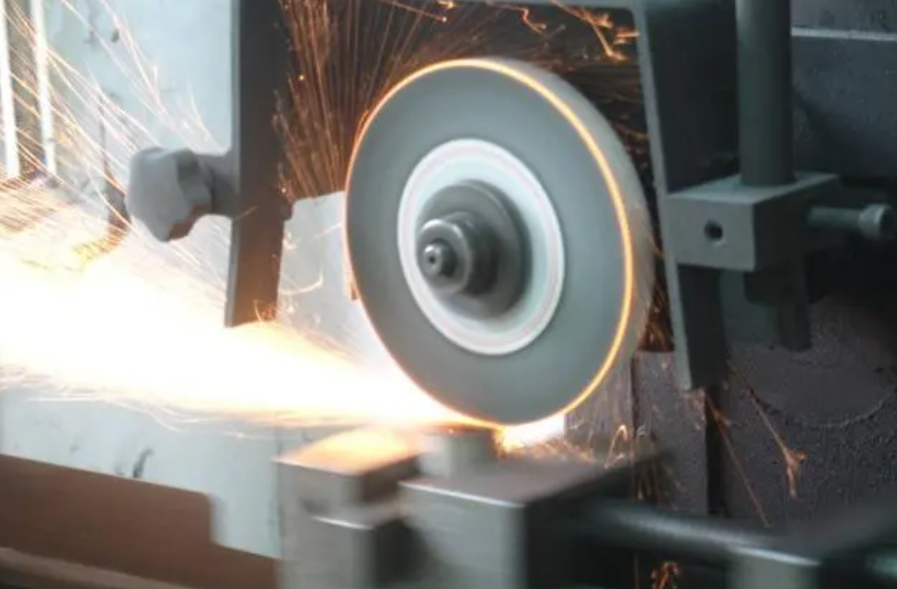
修整块通常采用金属钼块,使用平口钳将钼块夹住,放在工作台上上磁。接下来和平常磨削平面一样,设置磨削参数为:磨削余量0.4,每行程进给0.01,砂轮线速度为23M/S。程序结束后用千分表检查砂轮的跳动,如果还有跳动,再适当加0.2的磨削余量,再次往复磨削,直至跳动保证在0.003以内就可以了,然后可以将砂轮拆下来去做静平衡。做完静平衡,再修整0.05左右的量,砂轮就可以进行磨削工作了。

4、金刚石滚轮修整陶瓷结合剂金刚石砂轮
陶瓷结合剂金刚石砂轮的修整有两种方法,一种是切入成形法,另一种是仿形生成法。切入成形法的工作原理是通过一个形状与所要求的砂轮形状完全相反的电镀金刚石修整轮切入砂轮中产生所要求的砂轮形状。仿形生成的工作原理是通过计算机数字控制引导粉被修整的砂轮越过金刚石滚轮而产生出所要求的砂轮形状。随着金刚石滚轮的制造技术日益成熟,逐渐的在替代金刚石笔对金刚石砂轮进行修整。

金刚石砂轮在机械加工中对提高磨削生产率及效能起到无可比拟的作用,早期由于不易修整而受到一定限制。但在现在随着金刚石滚轮制造工艺的成熟,金刚石砂轮的修整已经不再是难题,被广泛地应用于各种各样的磨削工艺中。

